

L’inspection pour la qualité des soudures est une application typique du Contrôle Non Destructif (CND) par ultrason. Que ce soit pour valider les procédés de fabrication ou pour une inspection systématique des pièces produites, l’inspection par ultrason est une technique relativement facile à intégrer à la production en ligne avec un impact minimal sur le débit de production.
La soudure au laser est un procédé de fabrication industriel répandu. À son avantage cette technique de soudure est très répétable et produit des résultats d’excellente qualité. Nous présentons dans ce blog l’application de la technique des Ultrasons en Immersion utilisée au contrôle des soudures pour un système d’engrenage soudé au laser.
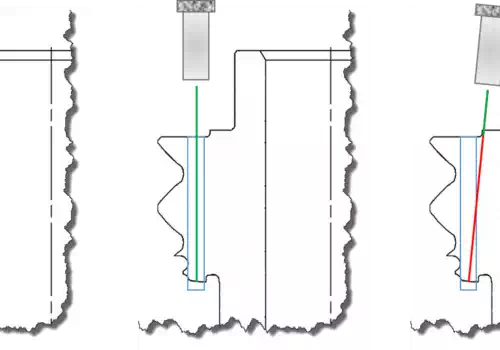
Pour cette application, l’un des défis significatifs a été d’acheminer le signal ultrasonique aux surfaces jointes. Tel que présenté sur la figure suivante, le couloir à travers lequel les ultrasons doivent passer est long et étroit. Cette géométrie particulière réduit significativement la marge d’erreur sur l’angle avec lequel le signal ultrasonique pénètre le matériel; le contrôle de l’angle de la sonde doit ainsi être précis afin d’assurer que le faisceau soit et demeure normal à la surface d’entrée. Avec une déviation trop importante, une partie de la soudure sera masqué et ou déformé par le relief de la surface d’entré et les résultats seront faussé.
Pour le contrôle des soudures dans un échantillon d’engrenage soudé au laser, nous avons utilisé une Système TecScan Automatisé spécialement conçu pour le CND par ultrasons et en immersion. Le système possède une mécanique de précision avec un contrôle métrologique très serré. De plus, le positionnement des pièces dans la cuve d’inspection a permis de garantir la qualité et la répétabilité des résultats.
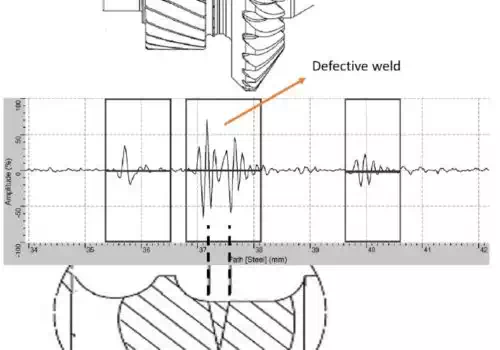
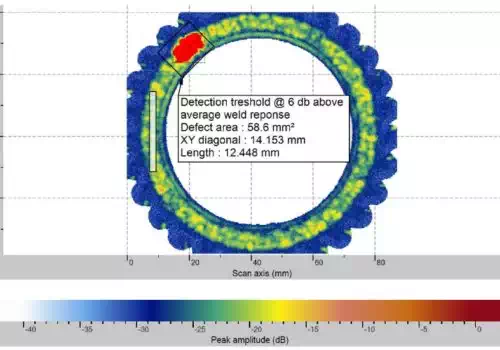
D’autre part, l’inspection proposée devait être en mesure de détecter et de dimensionner des défauts de petites tailles. Une sonde à plus haute fréquence (20 MHz) devait être utilisée. Vue la profondeur à laquelle la zone d’inspection se trouve, nous avons dû faire face à une atténuation du signal de mesure particulièrement élevé (chute de 50dB). L’amplification requise afin de mesurer d’aussi faibles signaux est généralement accompagné d’une quantité significative de bruit, rendant la mesure difficile à accomplir. Cependant, les résultats suivants montrent la possibilité de détection en utilisant les technologies développées et testées par TecScan afin de réduire au minimum le niveau de bruit généré par le système. Cela nous permet entre autres de mesurer avec précisions les signaux de faible amplitude sans ralentir l’opération du système.
En conclusion, avec une mécanique de précision, un système d’acquisition de mesure ultrasonique à la fine pointe de la technologie et une sélection appropriée du type de la sonde, nous avons pu développer une solution d’inspection complète de soudure au laser dans un engrenage, et ce sans compromis sur la qualité des résultats.





{kind=link}